
Our
EREMA Elements
The heating elements are ceramic heating elements made of fine-grained silicon carbide (SiC), depending on the version in the temperature range of 400 ° C to 1650 ° C and have found application. Based on more than 70 years of experience, the preparation of the heating elements in Japan, according to the applicable quality standards.
EREMA SiC
Ceramic SiC heating elements made of silicon carbide
The heating elements are ceramic heating elements made of fine-grained silicon carbide (SiC), depending on the version in the temperature range of 400 ° C to 1650 ° C and have found application. Based on more than 70 years of experience, the preparation of the heating elements in Japan, according to the applicable quality standards. The use of the heating elements are in different application areas such as:
Heat treatment of metals – keeping warm and melting of metals – used in the manufacture of glass – Manufacturing of Advanced Ceramics and Porcelain – Production of Ferrites – electrical engineering, and decorative household ceramics.
Unlike metallic heating elements or heating elements MoSi2 heating elements EREMA are characterized by high strength values, which are temperature independent and thus allow a free, self-sustaining operation. Another advantage is the EREMA heating elements, besides the high power density of up to 250 kW / m², in the low wettability of EREMA heating elements by non-melting. The measurement of electrical resistance occurs due to material at 1000 ° C (1400 ° C for CA / SD) – are measured values of the resistance (R) in the lower temperature range only limited relevance.
EREMA SiC heating elements are heating elements of the Fa.TOKAJ Konetsu Kogyo Co., Ltd.. the world’s largest manufacturer of SiC heating elements (SiC heating elements EREMA more than 160,000 per year). The production of the heating elements is EREMA since 1936, at two locations in Japan and China.

Dedicated to continuous product improvement and customer satisfaction, was in Asia, the world’s newest, most are taken by German know-how built up production, the production of SiC heating elements in operation a few years ago.
CERApro Hochtemperaturtechnik GmbH has years of experience in the production, interpretation, application, service and operation of SiC heating elements.
To improve the service life in corrosive and aggressive applications that can be treated EREMA heating elements with our TES ® protection against oxidation. EREMA treated with TES ® heating elements are particularly distinguished by their durability and corrosion resistance at the optimum value for money.



SIC ED
This type consists of dense and hard crystals produced based on the fruits of years of research and using our excellent manufacturing technology. Different coatings may, depending on use, be applied to improve oxidation or corrosion resistance.
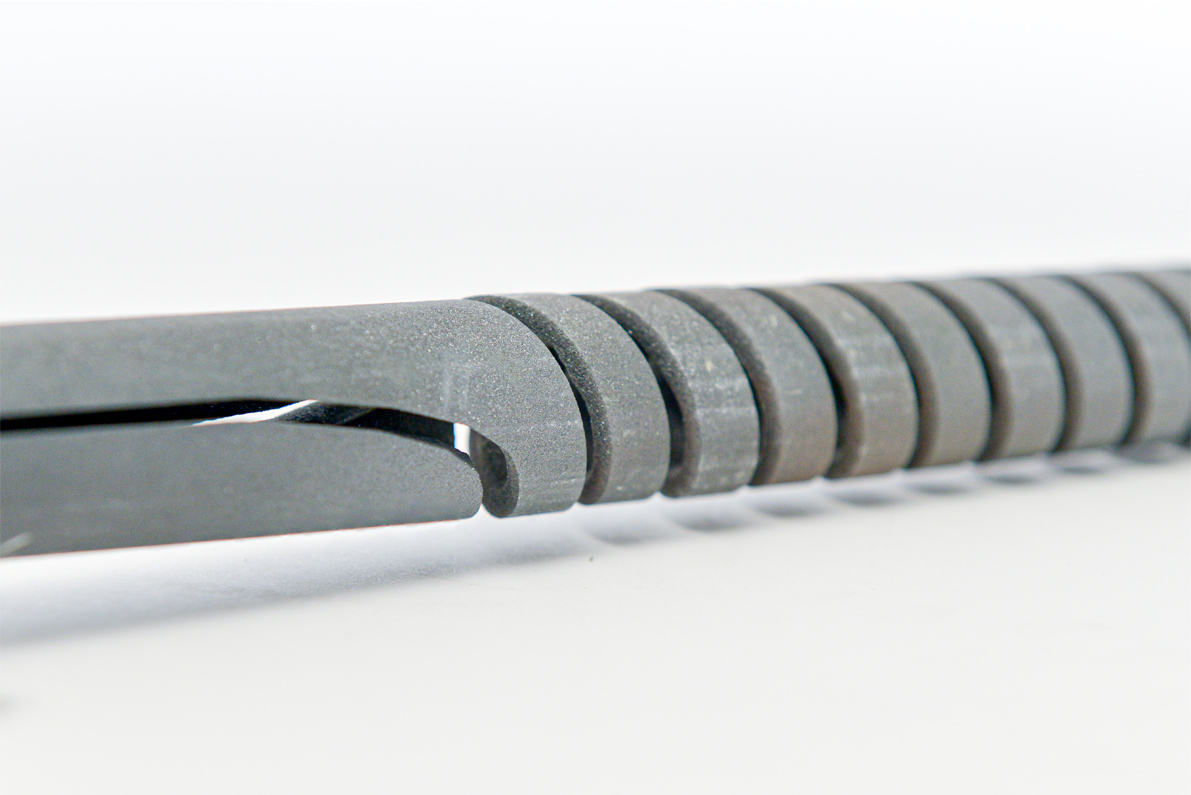
SIC SG
This type has a spiral shape cut to create the heating zone. This improves corrosion resistance and increases the capacity to withstand high temperatures beyond that of types E and F. It exhibits excellent performance under tough operating conditions. TypesSG and SGR are recommended for applications with harsher operating conditions or where temperatures in the furnace chamber exceed 1400 °C.
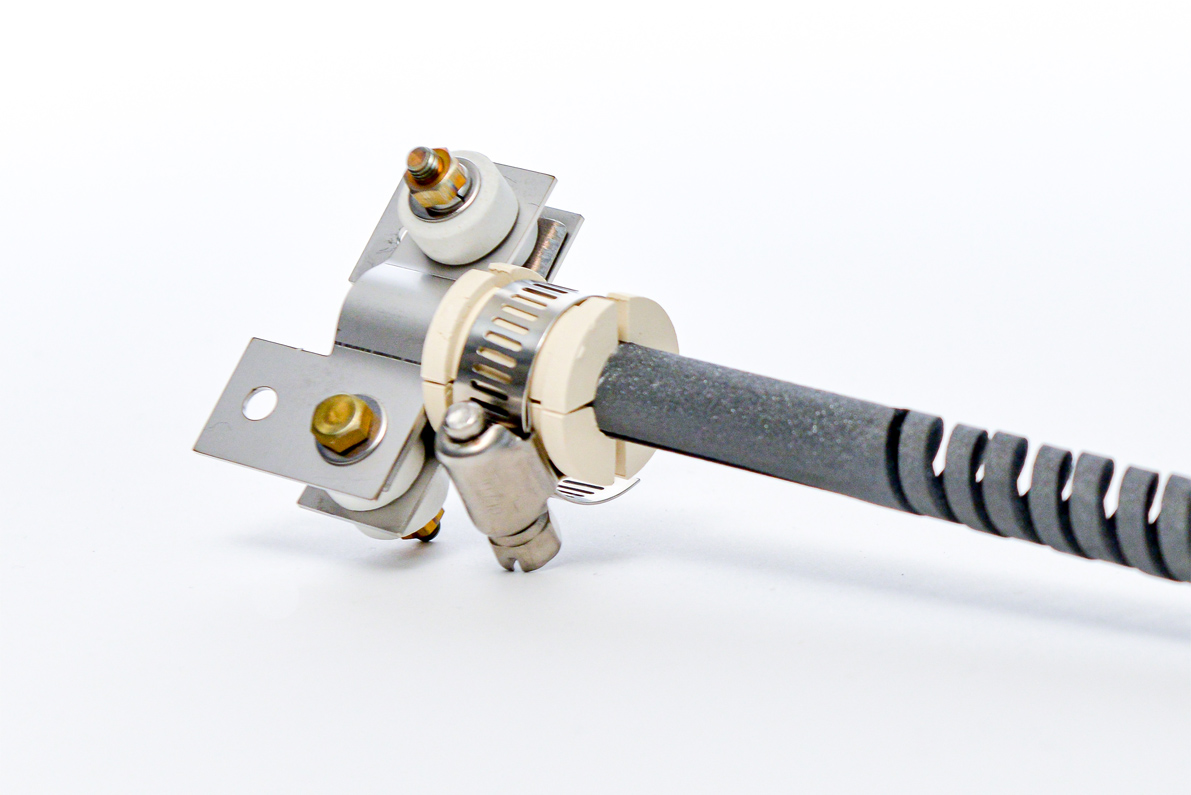
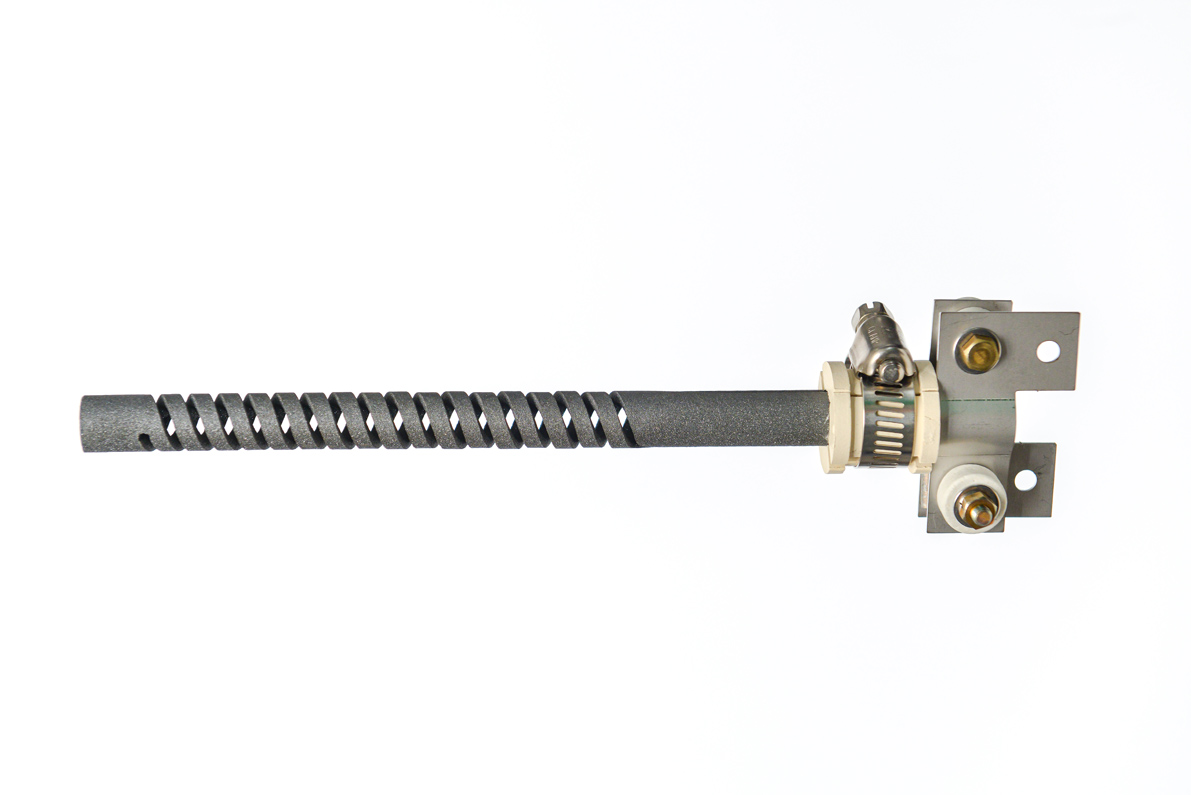
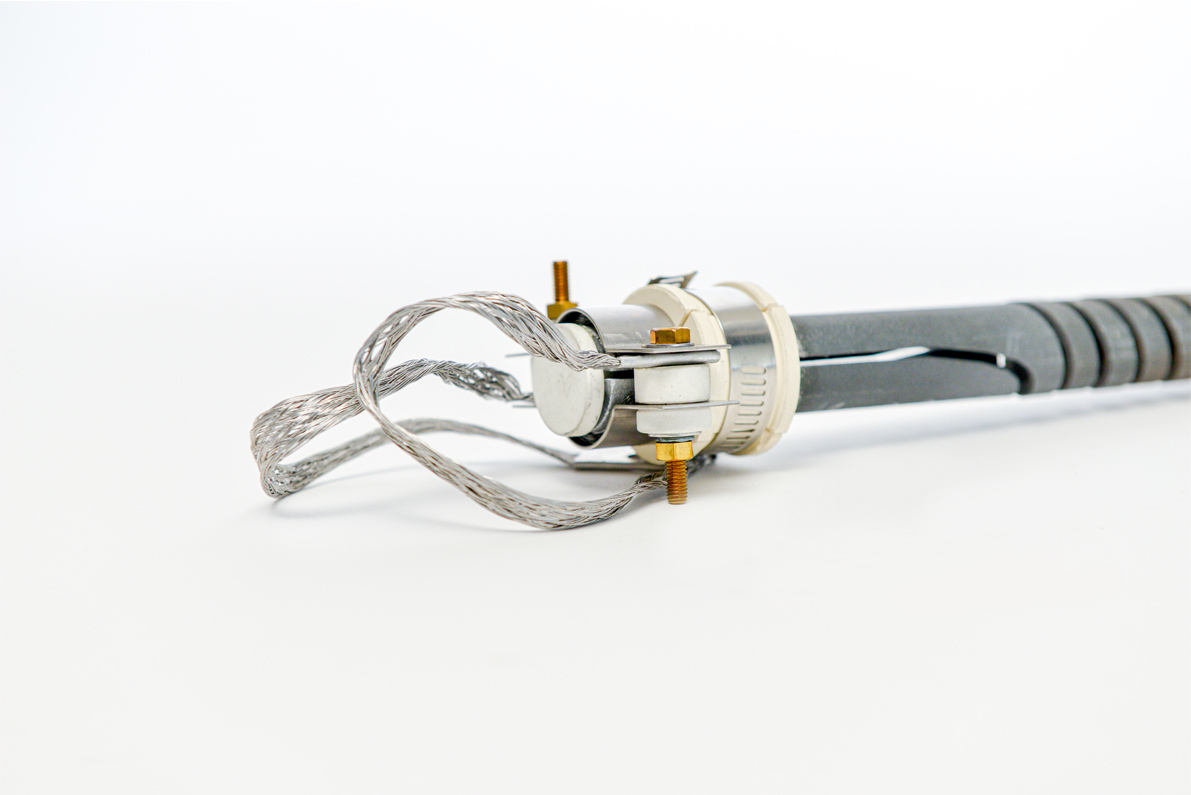
SIC SGR
This type of element is manufactured with the same process as the SG element but is cut with two spiral starts to form the heated section or hot zone and is fitted with the connecting assembly at one end. The split cold end allows current to flow through one spiral and return through the second via the small non-spiralling lower end of the element.



SIC U
This type is U-shaped and consists of a combination of EREMA types E and F, one of each. This is a single-phase heating element with both cold ends pointing in the same direction to increase furnace design flexibility, since the terminals may be arranged on one side. Furnaces may also be designed to save energy, since the number of apertures in the furnace for heating elements may be reduced compared to the E or F types.
SIC W
This heating element is designed for three-phase power supplies, with the three units of the heating element arranged in the shape of a “W”. The main application is in furnaces designed to heat glass.
EREMA SiC
TES®-A
Oxidation protection
Easy handling
Excellent application properties
Low consumption
Environmentally safe
Short drying time
Not concerned
They are produced on the basis of patent law after the state of the art. Both the preparation, and the application meet the requirements of modern environmental protection fully meet.
The TES-A Aufkohlschutz is environmentally safe, does not require labeling, since only the first furnace trip, except H2O and CO2, no other media can be secreted.
After the first ride oven (at 400 ° C), the TES-A protective coating is stable and within.
More Info
Many heat treatment processes performed in vacuum furnaces, which require the use of carbon carriers (graphite) in the form of boards, racks or other restraint systems.
To prevent unwanted reactions of the contact sintering or material to be burned with the “Carbon Edition” is created with the help of TES-A coating a release layer to protect against carburization. The effect of TES-A coating based on a chemical bonding of the protective layer on the carbon surface and thus the realization of effective protection and sealing layer which prevents the unwanted carburizing reaction. Since the TES-A protective coating is a solution, the application performed most easily on the spot with a brush or roller be. Already after a drying time of 30 minutes is treated with TES-A Product ready for use.
We recommend you to ride without first furnace or kiln to perform before using the treated with TES-A carbon parts to about 400 ° C to dry. Depending on the application, the protective layer can be renewed at regular intervals to be determined by the customer. In the TES-A protective coating is a two-component system, for this reason must be the container with the TES-A solution before use and shake vigorously or stirred.
Technischen Daten*
- pH value of 5 + / -0.5
- Density gr./cm3 1.35 + / -0.5
- Fixed temperature 1200 ° C
- 50% solids by weight + / -5
- Specific surface m2/gr. 40-45
- Linear expansion 3.5
- DTA peaks at ° C 92 / 392
K-1×10-6 (20-1200 ° C)
* Data represent expectation values


FSR
Fused Silica Rollers
CERApro has been supplying high-performance high-temperature technology ceramic components globally for more than 10 years. The excellent parameters of the material are the reason why fused silica rollers are highly popular in the glass and steel industries. Production is in accordance with DIN ISO 9001.
Steel/automotive industry:
Press hardening of steel blanks (automotive industry)
Annealing/coating of steel strips (steel industry)
Fused Silica Roller (FSR) as hollow hearth roller or ceramic roller body for installation in existing roller hearth kiln systems according to customer specifications
- Fused silica hearth roller with metallic shaft and attachments made of heat-resistant steel
Glass industry:
Transport system in the production of float glass and display glass Roller systems for tempering furnaces (glass tempering)
- Fused silica hearth roller as fully ceramic roller body
- Hearth roller with steel caps optionally fastened mechanically (friction-locked) or bonded (material-locked)

FSR

CESIC
Immersion heating element system
The CESIC immersion heating element system is an all-ceramic immersion heating system that was developed especially for maintaining molten aluminium at temperatures up to 850 °C.
The newly developed ceramic design requires no metallic conductors for heating and thus allows increased heating element operating temperatures for significantly higher rates of energy transfer from immersion tube to aluminium melt.
A thermocouple (type K) between thermowell and heating elements monitors the thermowell temperature and switches off heating when critical temperatures are reached.
Significantly higher ceramic heating element operating temperatures
Significantly higher energy transfer into the melt
Accurate temperature monitoring by means of integrated thermocouples
Automatic shutdown for increased operational safety
Resistant to corrosion in light metal melts
Modular design
Technical info
- The CESIC immersion heating element system will keep aluminium melts warm in large containers and transport containers
- The CESIC immersion heating element system is an all-ceramic immersion heating system specially developed to maintain aluminium melt at temperatures up to 850 °C. The newly developed ceramic design requires no metallic conductors for heating, allowing higher heating element temperatures and thus significantly higher rates of energy transfer from immersion tube to aluminium melt. A thermocouple (type K) inserted between thermowell and heating elements is used to monitor the thermowell temperature and switch off heating when critical temperatures are reached. Standard coupling systems are used for the electrical heating system connections. This facilitates fast and safe changing of heating elements. The CESIC immersion heating system may be modified to suit customer requirements; the thermowell dimensions may be adapted to suit heating power requirements. Thermowell diameters of 60 – 160 mm with lengths up to 1 600 mm are available.
- Application example:
CESIC is particularly suitable where aluminium melts in transport containers with capacities of 5 000 to 6 000 kg must be kept warm.
Values corresponding to the 160 x 1 600 mm model for use in a transport container may here serve as an example.
Thermowell immersion depth into the melt: 1 000 mm
Surface in contact with the melt: approx. 5 000 cm2
Actual heating power required by the melt: 42 – 45 kW
Connected load: 250 – 400 V / 200 Amp.

DENTAL
Ceramic elements for the dental sector
CERApro supplies dense SiC ceramic crucibles, bowls, bells, and support plates used for sintering of dental ceramics.
The dense ceramic material can also be used for very fast sintering processes, up to 1600 °C maximum temperatures.
Excellent thermal conductivity in combination with very high strength allows permanent, reliable operation.
The product will, even after long operation or high numbers of cycles at high temperatures, remain dimensionally stable with no risk of contaminating or damaging the dental ceramic to be sintered.




DENTAL
Accessories
Our accessories
Refer here for an overview of accessories available for our range of heating elements.







